
Why Thin-Wall Machining Is Often the Real Test of a Milling Strategy
The question is not whether a robot can remove material. The question is whether the combined behavior of the robot, tool, fixture, workpiece, and machining strategy remains stable when wall thickness decreases, and structural rigidity becomes part of the process itself.
Thin-wall and rib machining expose limitations that may remain hidden during roughing operations or when machining more rigid components. A process that appears successful on a simple part can become unstable when wall deflection, vibration, tool engagement, and dimensional consistency become critical production variables.
This is why the comparison between robotic milling vs CNC should not be based on equipment cost alone. The decision depends on the geometry being machined, the acceptable tolerance range, the workpiece’s rigidity, the production volume, and the operational consequences of dimensional variation.
Many manufacturers initially evaluate robotic milling because of its workspace flexibility and lower capital investment compared with large CNC equipment. However, thin-wall and rib machining often reveal whether that flexibility aligns with the application’s actual requirements.
The decision between robotic milling vs CNC becomes more complex when thin-wall geometries introduce vibration and stability concerns.
What Makes Thin-Wall and Rib Machining Technically Challenging
Thin-wall structures behave differently from solid material during machining. As material is removed, the remaining geometry becomes progressively less rigid. The cutting process itself changes the structural characteristics of the component.
This creates a moving target for process stability. A setup that performs well during the first stages of machining may encounter increased vibration, wall movement, or dimensional variation as the part becomes less rigid.
Wall Deflection
Thin sections can deflect under cutting forces even when the machine tool itself remains stable. If the workpiece moves during machining, dimensional accuracy and surface quality may suffer regardless of the positioning capability of the machine.
Vibration and Chatter
Rib structures and thin walls often create conditions where vibration becomes more likely. The interaction between spindle speed, tool geometry, workpiece stiffness, and machine rigidity determines whether the process remains stable.
Tool Access Constraints
Many ribbed components require long tool reach or difficult approach angles. Tool extension increases the risk of vibration and may limit achievable machining performance regardless of whether a robot or CNC platform is used.
Manufacturers comparing robotic milling vs CNC should evaluate workpiece rigidity, fixturing requirements, and acceptable dimensional variation before selecting a platform.
Where CNC Machines Usually Maintain an Advantage
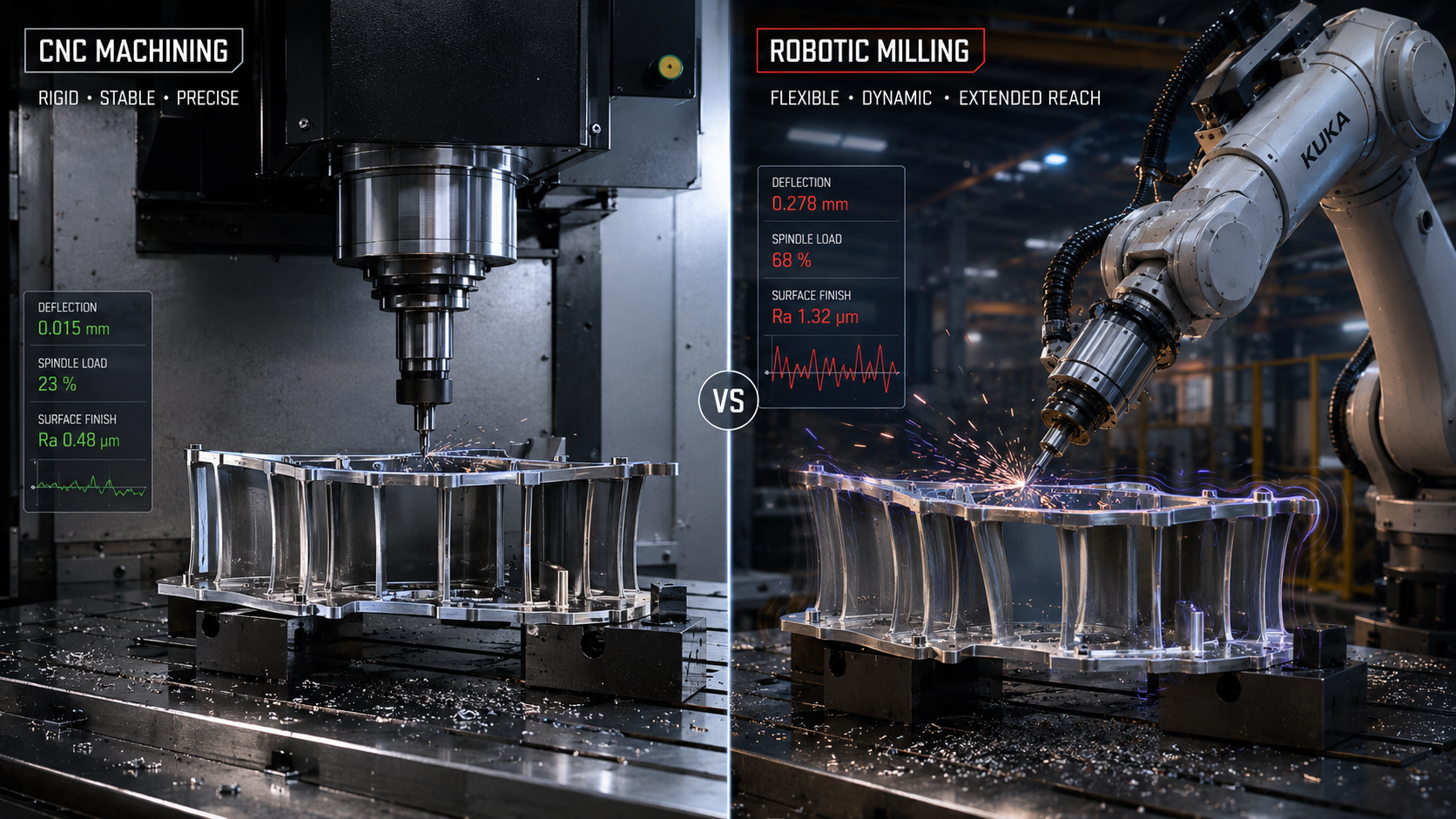
CNC machining centers are designed around structural rigidity. Their mechanical architecture is intended to resist cutting forces while maintaining predictable positioning under load.
For thin-wall machining, rigidity often becomes more important than nominal positioning capability. Even small structural movements can influence wall thickness, rib geometry, and surface finish.
When production requires highly controlled dimensional outcomes across large batches, CNC equipment typically provides a more predictable machining environment. The machine structure, guide systems, spindle arrangement, and process control architecture are all designed for material removal operations.
This does not mean CNC is always the correct choice. It means that as wall thickness decreases and tolerance requirements tighten, rigidity becomes increasingly valuable.
In many production environments, robotic milling vs CNC is not a question of which technology is better, but which one better matches the machining requirements of the part.

Where Robotic Milling Can Be a Strong Alternative
Robotic milling often becomes attractive when part size, workspace requirements, or production flexibility create challenges for traditional CNC equipment.
Large composite structures, molds, prototypes, low-volume components, and oversized workpieces are examples where robotic systems may offer practical advantages.
Large Work Envelopes
A robotic cell can often reach geometries that would require significantly larger CNC equipment. For large-scale trimming, routing, or light-duty milling operations, the available workspace may be a decisive factor.
Flexible Production Requirements
When production involves frequent product changes, varying part geometries, or low-to-medium volume manufacturing, robotic milling can provide operational flexibility that may be difficult to achieve with dedicated CNC equipment.
Integration with Multi-Process Cells
A robotic platform may perform handling, inspection, positioning, and machining tasks within the same cell. In some manufacturing environments, this flexibility can create value beyond the milling operation itself.
When evaluating robotic milling vs CNC, manufacturers should focus on process stability before comparing equipment costs.
Why Thin-Wall Applications Often Push Robotic Milling Toward Its Limits
The challenge is not simply robot positioning accuracy. During milling, the robot structure experiences dynamic forces that can affect machining stability.
Unlike CNC machines that are purpose-built for cutting operations, industrial robots were originally designed for positioning, handling, welding, assembly, and similar tasks. When milling forces increase, structural compliance becomes a more significant consideration.
Thin-wall machining amplifies these effects because the workpiece itself may also be moving or vibrating under load.
The result is a process where multiple variables interact simultaneously:
- Robot structural stiffness
- Tool extension length
- Fixture rigidity
- Workpiece rigidity
- Cutting parameters
- Material properties
- Spindle characteristics
- Part geometry evolution during machining
Success often depends less on the robot model itself and more on how effectively these variables are managed throughout the cell design.
The robotic milling vs CNC decision becomes more challenging as wall thickness decreases and vibration sensitivity increases.
Process Stability Matters More Than Machine Selection Alone
A common mistake is assuming that changing from CNC to robotic milling automatically solves production challenges. In reality, process stability remains the primary requirement.
If fixturing allows part movement, if material condition varies significantly, or if tool access requires excessive reach, the robot will inherit those process problems.
This principle is similar to broader automation projects, where technology can repeat instability rather than eliminate it. Manufacturers facing this challenge may find value in understanding whether automation improves quality or simply repeats existing process variation.
The most successful robotic milling projects typically begin with a stable machining strategy, robust fixturing, controlled material conditions, and realistic performance expectations.
For many production teams, robotic milling vs CNC is ultimately a question of machining requirements rather than automation preference.
When Robotic Milling May Not Be the Right Choice
Robotic milling should be evaluated carefully when thin-wall geometry is highly sensitive to dimensional variation or when production requirements leave little margin for process instability.
Applications may require further analysis when:
- Wall thickness tolerance requirements are extremely demanding.
- Long unsupported ribs create vibration sensitivity.
- Tool reach requirements are unusually large.
- Surface finish requirements are highly restrictive.
- Production economics depend on extremely consistent cycle performance.
- The workpiece becomes significantly less rigid as machining progresses.
These conditions do not automatically exclude robotic milling. They simply increase the importance of engineering validation before committing to equipment selection.
A successful robotic milling vs CNC evaluation should include fixturing, tooling, workpiece rigidity, and production volume.
For broader manufacturing automation context, the International Federation of Robotics provides industry-level information on industrial robot adoption and automation trends.
What to Verify Before Choosing Between Robotic Milling and CNC
Before making an investment decision, manufacturers should evaluate the entire machining system rather than comparing machine platforms in isolation.
- How rigid is the workpiece throughout the machining cycle?
- How much material is removed from thin-wall sections?
- Does part stiffness change significantly during machining?
- What tolerance range is actually required?
- How sensitive is the process to vibration?
- Can fixturing sufficiently support the component?
- Will production volumes justify dedicated CNC capacity?
- Does production flexibility create value beyond machining alone?
- Can robotic machining provide sufficient process stability under real production conditions?
Testing representative production parts before equipment selection is often more valuable than comparing machine specifications alone.
Thin-wall applications often reveal the practical limits of robotic milling vs CNC more clearly than standard machining operations.
If you are evaluating robotic milling as part of a broader automation strategy, you may also find it useful to explore related articles on automation ROI, process readiness, integration considerations, and industrial machining applications.
Practical Robotic Milling Vibration Control for Automated Machining
7 Critical Factors for Robotic Milling Stability
Efficient Robotic Milling Cell for Roughing and Finishing
FAQ
Is robotic milling less accurate than CNC machining?
The comparison depends on the application. CNC machines generally provide greater structural rigidity during cutting operations, which can be particularly important for thin-wall machining. However, robotic milling can be suitable for many applications where flexibility and workspace size are more important than maximum machining precision.
Why are thin-wall parts difficult to machine?
As material is removed, the remaining structure becomes less rigid. This can increase the likelihood of wall deflection, vibration, and dimensional variation during the machining process.
Can robotic milling be used for rib machining?
Yes, but success depends on the geometry, fixture design, tool access requirements, cutting strategy, and acceptable tolerance range. Rib structures can introduce vibration and stability challenges that must be evaluated during process development.
Does a larger robot automatically improve milling performance?
No. Milling performance depends on the entire machining system, including spindle selection, fixturing, tooling, workpiece rigidity, cutting parameters, and cell design. A larger robot alone does not guarantee better machining results.
When is CNC usually the safer choice?
CNC equipment is often the safer choice when thin-wall geometry, tight tolerances, demanding surface finishes, and highly repeatable production outcomes are critical business requirements.
How should manufacturers evaluate robotic milling vs CNC for thin-wall parts?
Manufacturers should evaluate robotic milling vs CNC based on part rigidity, fixturing requirements, machining tolerances, vibration sensitivity, and production objectives rather than equipment cost alone.
Talk to URT About Robotic Milling Applications
If you are evaluating robotic milling for thin-wall components, contact RHS. We will give you a direct, technical answer based on your actual production requirements.