
Additive manufacturing (AM) of metals has transformed the industrial sector by making it possible to produce elaborate and complicated parts more quickly and affordably. However, post-processing these parts imposes time and resource constraints that can negate the benefits of AM. The first difficult but essential step in the post-processing of metal AM components is the removal of the supports. Although they must be removed to produce the finished product to the desired shape, characteristics and tolerances, the supports are necessary for the integrity of the part during the manufacturing process.
For many metal additive manufacturing applications, manual substrate removal is still the norm; however, the shift to automated substrate removal and finishing solutions is discussed and the advantages and risks of using computer numerical control (CNC) systems are weighed against the adaptability and reliability of industrial robots.
Although supports are being minimised through design, the dilemma of eliminating supports in AM has not yet been addressed, and they are still needed. Reducing the amount of material and energy required for supports can reduce the flexibility of the design and the performance of the final product. It is also possible to limit generative designs to obtain the angles needed for fewer supports.
The efficiency of the process can also be affected by the reduction of supports. Due to the interconnected support structures, stacked constructions may be impractical and long portions may need to be created in a particular orientation, taking up additional space on the build plate.
In conclusion, although we must constantly work to reduce supports, they remain an essential tool for most of today’s complicated AM applications.
The post-processing method most commonly used by AM users today requires highly skilled specialists to remove media with conventional hand tools. It is a proven method, but it also requires talent, innovation and problem solving. It is best suited for high-mix, low-volume production conditions. Unfortunately, it is labour-intensive, time-consuming, messy, requires PPE or protected locations and cannot be adequately repeated. Once the demand for additive manufacturing components starts to increase dramatically, scaling becomes a challenge.
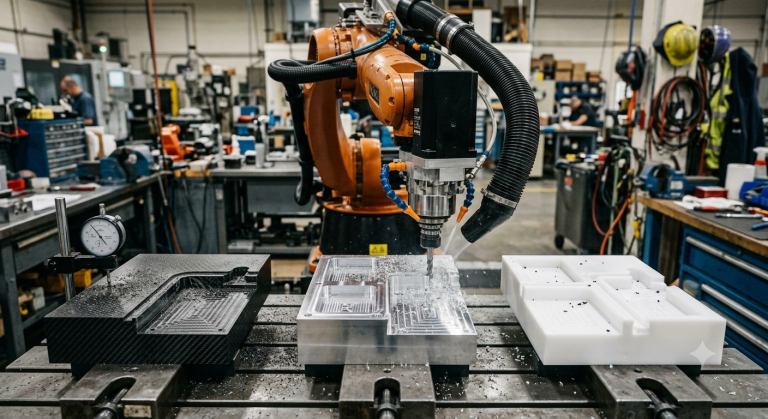
Automating metal additive manufacturing components has been a popular approach, with CNC milling machines being the most popular. However, it is not always the best choice just because it is popular and has a strong track record. When the features, flatness, circularity, concentricity or dimensions of a part need to be within a few microns, CNC can be effective. In addition, it is the method of choice for prints when most of the supports are removed by CNC EDM machining.
For thin-walled components, space-saving stacked constructions and parts with lattice structures or separable supports, CNC machines are not a viable option. This is due to the reluctance of CNC programmers to produce unique generative organic shapes with complicated curves. The main driving force behind AM is the design flexibility that allows customers to refine, alter and improve components from batch to batch, making inflexible industrial automation investments uncommon. Every stage of the manufacturing process chain must include this design flexibility in AM.
High-precision holders are not practical for tooling and fixturing unless you are willing to commit to a long-term design. Holders can look and behave differently from batch to batch, which raises the issue of batch-to-batch variability. AM supports are built thin to maximise powder stock, and thin connections are attached to the component to reduce surface cores and facilitate scaffold removal. Between batches, the material composition also changes.
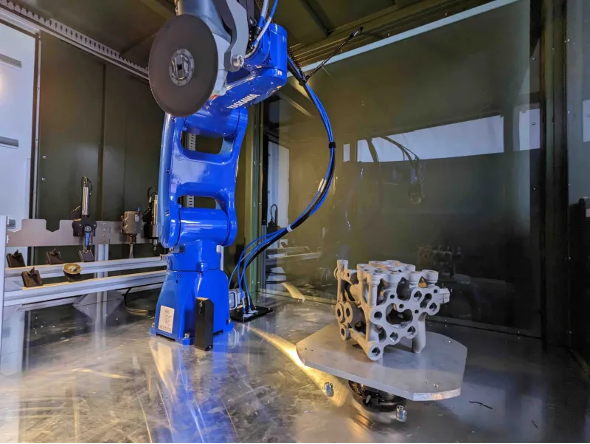
Especially for core support and core removal, AM requires automation capable of adjusting to variations. This problem was overcome by using advanced software and artificial intelligence systems to design tool paths and robot movements without mobilising an entire systems engineering team. Consistent quality can be achieved through polishing, 3D scanning can be used to find components, desktop FDM printers can quickly produce plastic brackets, and force sensors can probe the surface and adjust machining as needed.
Technology has made it possible to use tools to complete and remove holders, allowing the same tools to be safely attached to a robot and to automate. Without a systems integrator, automation can be achieved by simply adding a new type of milling cutter to a CNC machine.
Thanks to their speed, efficiency, flexibility, accuracy, repeatability, safety, cost-effectiveness and sustainability, robots are proving to be the best choice for the automated removal of additive manufacturing (AM) metal part supports. The result is a better end product and a safer, more environmentally friendly and affordable production process.
If you require more information, please don’t hesitate to contact us: we will be ready to help you.